El análisis del tubo de criba ranurado por láser, un producto que abarca (SMLS) y Soldados por Resistencia Eléctrica (ACRE) configuraciones, Diseñado para uso a través de tubería de perforación., Caja, y aplicaciones de control de pozo: requiere una, inmersión profunda y expansiva en la ciencia de los materiales, física de fabricación, e ingeniería petrolera. Esto no es simplemente una pipa.; Es un componente estructural y de filtración meticulosamente diseñado cuyo desempeño dicta la longevidad y rentabilidad de un activo subterráneo., Exigiendo un nivel de rigor técnico que trascienda la simple estandarización..
La génesis de este producto radica en el desafío fundamental de la gestión de yacimientos.: control de arena. Muchas formaciones productivas., areniscas particularmente no consolidadas, Carecen de la fuerza de cementación para soportar las caídas de presión inherentes a la extracción de fluidos., lo que lleva a la migración de partículas finas que erosionan rápidamente las herramientas del fondo del pozo., tapones líneas de flujo, y requiere reparaciones costosas. El láser Pantalla ranurada Pipe aborda esto transformando un tubo estructural, definido por $text{API 5CT}$ o $text{API 5DP}$ especificaciones, en un filtro mecánico pasivo. El punto de partida para esta transformación es la selección del tubo base., una elección que inmediatamente separa dos metodologías de fabricación divergentes: el Seamless estructuralmente homogéneo (SMLS) tubería y la resistencia eléctrica dimensionalmente precisa soldada (ACRE) tubo. tubería SMLS, forjado a partir de una palanquilla sólida mediante procesos como el molino Mannesmann, inherentemente cuenta con una isotropía superior e integridad a través de la pared, lo que la convierte en la opción no negociable para aplicaciones que exigen la mayor resistencia al colapso (crítico para pozos profundos) y la máxima resistencia a la corrosión o al agrietamiento por tensión., particularmente cuando los grados de alta resistencia como $\text{P110}$ o grados de servicio amargo especializados como $\text{T95}$ tienen el mandato, donde la falla potencial de una costura de soldadura, incluso uno que esté completamente normalizado, presenta un perfil de riesgo inaceptable. Esta integridad material inherente hace que SMLS sea la opción premium predeterminada., su microestructura ha sido completamente refinada mediante un extenso trabajo en caliente., lo que a menudo se traduce en una dureza superior y una respuesta más predecible al impacto térmico localizado posterior del corte por láser..
En cambio, el uso de Tubería REG como base está impulsado por su excepcional uniformidad dimensional, particularmente su consistencia casi perfecta del espesor de la pared y su menor costo de fabricación, permitiendo un producto más económico cuando la presión de la aplicación y el perfil de riesgo corrosivo lo permiten. La calidad de un moderno $\text{ERW}$ La tubería destinada al servicio del pozo está definida por la integridad de la costura de soldadura longitudinal., que debe someterse a rigurosos ensayos no destructivos ($\text{NDT}$), incluyendo inspección ultrasónica ($\text{UT}$) de toda la línea de soldadura, y, a menudo, un tratamiento térmico de normalización o templado de todo el cuerpo para homogeneizar la microestructura de la soldadura y la zona afectada por el calor circundante. ($\text{HAZ}$), asegurando que cumpla con la paridad de resistencia mecánica y a la corrosión del metal base., haciéndolo adecuado para aplicaciones de menor resistencia. $\text{API}$ calificaciones como $\text{J55}$ o $\text{K55}$ cuerdas de carcasa. La decisión técnica entre $\text{SMLS}$ y $\text{ERW}$ Por tanto, debe ser exhaustivo., análisis basado en riesgos, sopesar la seguridad estructural intrínseca del proceso sin costura frente a las ventajas económicas y dimensionales de la alternativa soldada, una decisión amplificada por el hecho de que el posterior proceso de ranurado por láser introducirá un elevador de tensión geométrico que magnifica cualquier discontinuidad del material preexistente o debilidad microestructural..
La tecnología central que define este producto es el Proceso de Ranurado por Láser., un método que utiliza enfoque, haces de luz de alta energía, normalmente $\text{CO}_2$ o láseres de fibra, bajo un preciso control numérico por computadora ($\text{CNC}$) ablación y fusión del acero a lo largo de una trayectoria geométrica predefinida. Este proceso ofrece una inmensa superioridad técnica sobre las técnicas de ranurado mecánico más antiguas. (como fresar o punzonar) principalmente en dos dominios críticos: precisión y geometría de ranura. El ancho de ranura requerido (Indicador), cual es el mecanismo de control directo de partículas, está determinado por el $\text{D}_{50}$ o $\text{D}_{10}$ Distribución del tamaño de partículas de la arena del yacimiento., Exigiendo un nivel de precisión que a menudo se mide en decenas de micrones. ($\pm 0.05 \text{ mm}$ o mejor). La capacidad del láser para mantener esta tolerancia a nivel de micras en miles de ranuras a lo largo de la longitud de la tubería es crucial, ya que una ranura de tamaño insuficiente restringe el flujo, mientras que una ranura de gran tamaño falla por completo la función de control de arena.
Más allá de la simple precisión dimensional, El láser permite la creación de la geometría de ranura Keystone esencial., donde el ancho de la ranura en la superficie externa se hace intencionalmente más estrecho que el ancho en la superficie interna, creando una sutil conicidad a través del espesor de la pared. Esta característica crítica está diseñada para evitar que las partículas de arena que atraviesan con éxito la entrada estrecha se alojen dentro de la ranura, una condición conocida como puenteo o obstrucción, lo que conduciría a una rápida reducción en la relación de área abierta de la pantalla y una caída de presión catastrófica a través del filtro.. La física del corte por láser permite este estrechamiento preciso., Lo cual es inmensamente difícil de lograr con herramientas mecánicas convencionales., establecer la superioridad técnica de la tubería ranurada por láser como mecanismo de filtración diseñado. Sin embargo, este proceso introduce un desafío térmico localizado: la formación de una superficie poco profunda $\text{HAZ}$ alrededor de los bordes de la ranura. En aceros de alta resistencia, particularmente aquellos con un mayor **Carbono Equivalente ($\text{CE}$) **, Este rápido ciclo térmico puede inducir localmente la formación de frágiles., martensita sin templar u otras fases duras, actuando como un factor de concentración de tensiones geométrico y microestructural. ($\text{SCF}$) que podrían comprometer la resistencia de la tubería a fallas por tracción o colapso. Por lo tanto, los parámetros del láser: potencia, frecuencia del pulso, y velocidad de alimentación: deben calificarse rigurosamente para cada $\text{API}$ grado para garantizar que la microdureza en el $\text{HAZ}$ no supera los umbrales de seguridad, un control de calidad que a menudo requiere un mapeo especializado de microdureza en toda la sección de la ranura.
La selección del material base está indisolublemente ligada al entorno operativo., dictando la necesidad de materiales que cumplan con NACE MR0175/ISO 15156 para pozos corrosivos que contienen sulfuro de hidrógeno ($\text{H}_2\text{S}$). Esta necesidad exige el uso de materiales con límite elástico controlado como L80. (Tipo 1 o 9Cr) o T95, donde la composición química, específicamente la minimización del azufre ($\text{S}$) y fósforo ($\text{P}$) contenido—y el estricto control de la dureza final (normalmente limitado a $23 \text{ HRC}$ para $\text{L80}$) son requisitos no negociables para prevenir el agrietamiento por tensión por sulfuro (SSC). El desafío para el proceso de ranurado por láser es demostrar que el calentamiento localizado y el posterior autoenfriamiento no aumentan localmente la dureza en el $\text{HAZ}$ encima del $\text{NACE}$ límite, creando así regiones localizadas propensas a fracturarse frágiles bajo tensión. Un proveedor integral debe proporcionar certificación de que el proceso de asignación de plazas ha sido validado mediante rigurosos $\text{SSC}$ pruebas (p.ej., pruebas de flexión de cuatro puntos en $\text{H}_2\text{S}$ solución) en muestras ranuradas reales, Confirmar que la integridad del grado de servicio amargo se mantiene después de la fabricación., un paso técnico crítico que distingue un producto de alta calidad de uno que corre el riesgo de fallar catastróficamente en el fondo del pozo.
La función estructural de la tubería., especialmente cuando se utiliza como tubería de revestimiento o de perforación, impone inmensas exigencias de tracción y resistencia al colapso, que están directamente definidos por el elegido $\text{API}$ Límite elástico del grado ($S_y$) y resistencia a la tracción ($S_u$). La tubería debe poseer suficiente capacidad de tracción para soportar su propio peso., el de la cadena de finalización, y la resistencia por fricción durante la carrera. Simultáneamente, debe resistir las enormes presiones hidrostáticas y de formación externas., que requieren una alta resistencia al colapso ($\text{P}_c$). La introducción de las tragamonedas láser., eliminando material, Reduce inherentemente tanto el área de la sección transversal de tracción como la rigidez de la tubería., Requiriendo que se aplique un factor de reducción de potencia científicamente derivado a la tubería nominal. $\text{P}_c$. El diseño del patrón de ranura., específicamente el ancho y la orientación de los puentes de material restantes que resisten las tensiones circulares., se convierte en un ejercicio crítico de ingeniería estructural. Los puentes deben ser suficientes para mantener la capacidad de carga requerida., a menudo requieren disposiciones de ranuras estratégicas que prioricen la preservación de la resistencia circunferencial para garantizar que la tubería cumpla con su clasificación de resistencia al colapso diseñada en su configuración ranurada.. Todo el análisis estructural gira en torno al resultado final., momento de inercia y área de sección transversal reducidos, Selección del espesor de pared del tubo base., y el estricto cumplimiento por parte del proveedor de una estricta política negativa. $\text{Tolerance of Thickness Schedules}$, primordial para un rendimiento predecible.
Los requisitos de tratamiento térmico están directamente relacionados con el logro de los requisitos especificados. $\text{API}$ propiedades de grado. Grados como N80, L80, y P110 requieren enfriamiento y revenido ($\text{Q\&T}$) para lograr un uniforme, Microestructura de martensita o bainita templada de alta resistencia. Este $\text{Q\&T}$ El proceso se realiza en todo el cuerpo de la tubería antes de la operación de ranurado.. El $\text{Q\&T}$ El proceso es lo que establece el alto límite elástico y garantiza la ductilidad necesaria. (medido por los requisitos de elongación), Proporcionar al material la capacidad de ceder localmente sin fractura frágil durante las fases de instalación y operación de alto estrés.. Si se descubre que la operación de ranurado por láser induce una dureza inaceptable en el $\text{HAZ}$ de un $\text{NACE}$ calificación (como $\text{L80}$), Es posible que se requiera un tratamiento térmico de alivio de tensión o templado posterior al ranurado localizado solo en la sección ranurada., un procedimiento costoso y complejo que resalta la estrecha interdependencia entre la metalurgia de materiales y la técnica de fabricación de cribas.. El detallado $\text{Chemical Composition}$ requisitos de la tubería base, en particular los límites precisos de carbono ($\text{C}$), manganeso ($\text{Mn}$), y elementos de microaleación (vanadio, niobio, titanio)—son las que permiten dar una respuesta eficaz a la $\text{Q\&T}$ tratamiento, Garantizar que se logre una alta resistencia sin comprometer la dureza intrínseca de la tubería..
Los estándares rectores para este producto son multifacéticos.. La estructura primaria es $\text{API 5CT}$ para carcasa/tubos o $\text{API 5DP}$ para tubería de perforación, dictando la calidad de fabricación, $\text{NDT}$ metodos (p.ej., $\text{EMI}$ y $\text{UT}$), y las tolerancias dimensionales para el cuerpo de la tubería y las conexiones roscadas esenciales. (que debe terminar bien lejos del área ranurada). Sin embargo, El rendimiento funcional está referenciado por estándares como ISO. 17824 (Diseño y calificación de pantallas de arena.), que proporciona pautas para la prueba de la eficiencia de filtración y el cálculo de $\text{P}_c$ factores de reducción. Por lo tanto, la especificación del producto final es un documento híbrido., incorporando el $\text{API}$ Certificado de material junto con la especificación de ranurado patentada por el fabricante que detalla la tolerancia de ancho de ranura específica. ($\pm 0.025 \text{ mm}$ para productos premium), el número de ranuras por pie, el ángulo trapezoidal, y el resultado $\text{Open Area Ratio}$. Esta proporción de área abierta, aunque parezca simple, es el vínculo matemático directo con la capacidad hidráulica de la tubería, que requieren mediciones de alta precisión y, a menudo, verificación mediante dinámica de fluidos computacional (CFD) Modelado para predecir la caída de presión bajo condiciones de flujo turbulento en el pozo.. La complejidad radica en asegurar las tolerancias dimensionales del $\text{API}$ las tuberías están suficientemente apretadas, A menudo se especifica tubería con una tolerancia de espesor de pared mucho más estricta que la $\text{API}$ mínimo ($\text{e.g., } -6.25\% \text{ vs. } -12.5\%$), para garantizar que la final $\text{bridge}$ El espesor es predecible., un punto crucial, requisito no estándar impulsado enteramente por el $\text{Application}$ actuación.
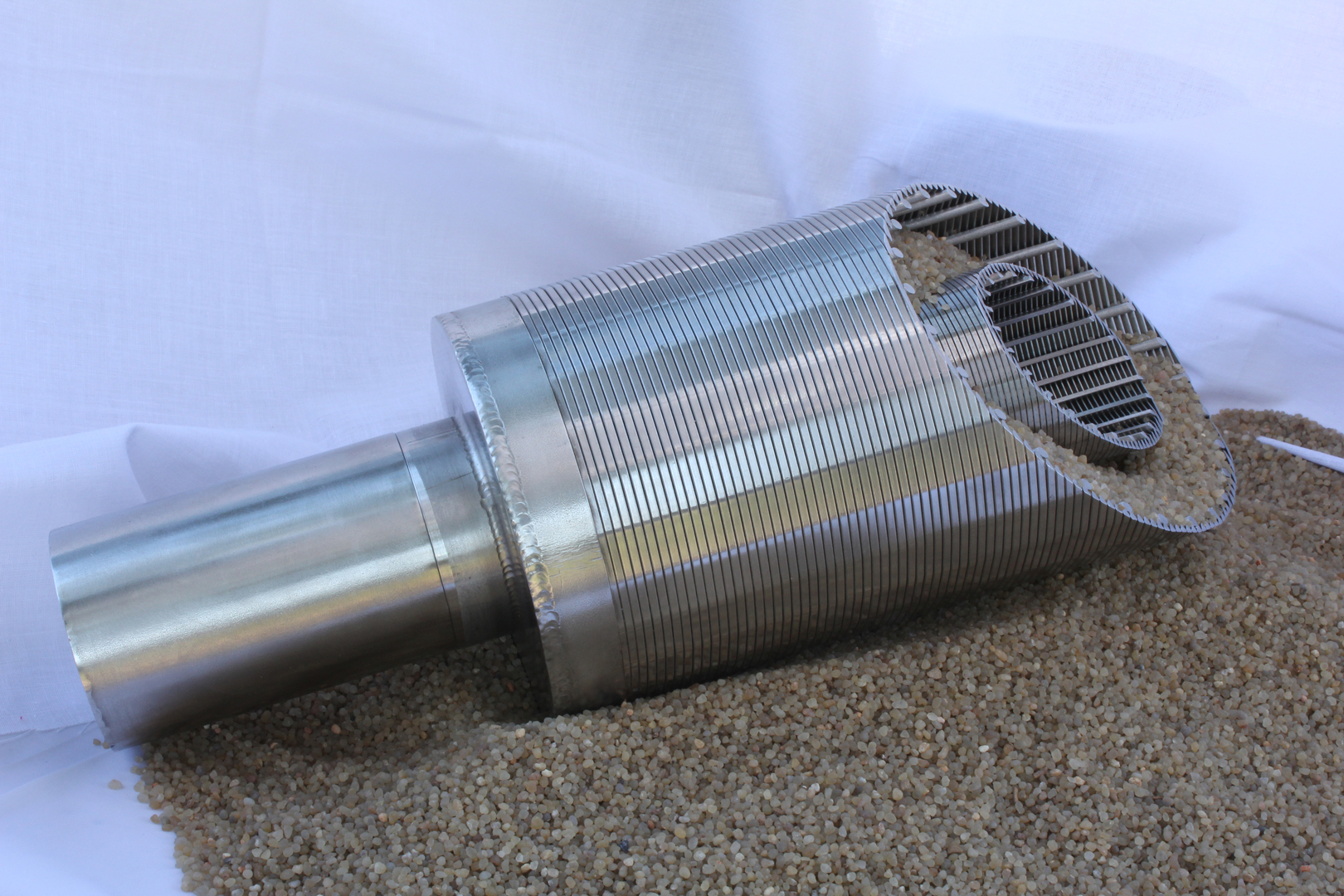
Las características del tubo de criba ranurado por láser convergen en última instancia en su construcción de una sola pieza., lo que se traduce directamente en una resistencia superior al correr y estabilidad torsional en comparación con las pantallas compuestas o envueltas en alambre., que son susceptibles a daños durante procedimientos de instalación agresivos en largos, muy desviado, o pozos horizontales. Su robustez inherente minimiza el riesgo de daño o falla de la pantalla debido a las altas fuerzas de fricción y torsión que se encuentran durante el despliegue.. el núcleo $\text{Application}$ de este producto sigue siendo control de arena en el fondo del pozo., pero su versatilidad permite que se utilice en varios estilos de terminación.: como una simple pantalla independiente, o como tubo interior en una terminación de paquete de grava., donde su función principal es prevenir la migración de grava manteniendo altos caudales. Todo el edificio técnico se basa en el compromiso del proveedor con un control de calidad verificable., asegurando que la rigurosa metalurgia de la $\text{API}$ El tubo base no se ve comprometido por el potente, Mecánica térmica de alta precisión de la operación de ranurado por láser., garantizando una confiabilidad, alto rendimiento, activo de larga vida.
Datos de especificaciones técnicas estructurados: Tubo SMLS/ERW con pantalla ranurada por láser
| Categoría | Especificación técnica | Requisitos típicos & Estándares | Importancia técnica para la aplicación de pantalla |
| Grado del material | API 5CT / API5DP | Grados comunes: J55, N80, L80, P110 (Carcasa/Tubo); $\text{E-75, S-135}$ (Base de tubería de perforación). | La selección del grado dicta la capacidad estructural (tensión/colapso) y resistencia a la corrosión ($\text{L80}$ y superior para $\text{H}_2\text{S/CO}_2$ servicio). |
| Tipo de fabricación | Sin costura (SMLS) / ACRE | $\text{SMLS}$ es la opción preferida para críticos, alta presión, servicio corrosivo (p.ej., $\text{L80}$ y $\text{P110}$). $\text{ERW}$ está permitido para grados inferiores si está completamente $\text{NDT}$ verificado. | SMLS garantiza la integridad sin soldaduras; ERW ofrece precisión dimensional y rentabilidad si la soldadura $\text{HAZ}$ es tratado adecuadamente. |
| Estándar de gobierno | Primario: Especificación API 5CT o 5DP. Secundario: Nace mr0175 / YO ASI 15156 (para servicio amargo). | Define toda la química de los materiales., propiedades mecánicas, $\text{NDT}$, y requisitos dimensionales para el componente de tubería base. | El cumplimiento garantiza la idoneidad para el propósito frente a tensiones específicas y condiciones ambientales corrosivas.. |
| Especificación de pantalla | Ancho de ranura (Indicador) / Relación de área abierta | Ancho de ranura: $0.1 \text{ mm}$ a $3.0 \text{ mm}$ (Personalizado según el tamaño de grano del depósito). Área abierta: Típicamente $2\% \text{ to } 6\%$. | El ancho de la ranura determina el límite de filtración absoluto. ($\text{sand control}$). El área abierta determina la capacidad hidráulica y la caída de presión resultante.. |
| Composición química | Grupo API 5CT 1/2/3 Límites | Límites estrictos sobre $\text{S}$ ($\le 0.010\%$) y $\text{P}$. L80/T95 requieren aleación específica y baja $\text{CE}$ (Equivalente de carbono). | Bajo $\text{S/P}$ El contenido minimiza las inclusiones internas y la susceptibilidad a $\text{SSC}$. $\text{CE}$ debe ser bajo para controlar $\text{HAZ}$ endurecimiento durante el corte por láser. |
| Requiere tratamiento térmico. | Apagar y Templar ($\text{Q\&T}$) / Normalizado | $\text{N80}$ y grados superiores (incluido. $\text{L80/P110}$) requerir $\text{Q\&T}$. Post-ranurado $\text{HAZ}$ La verificación es crítica para $\text{NACE}$ cumplimiento. | $\text{Q\&T}$ Es obligatorio lograr la alta resistencia y la dureza controlada necesarias para la resistencia al colapso y $\text{SSC}$ inmunidad. |
| Requisitos de tracción | Fuerza de producción ($S_y$) / Resistencia a la tracción ($S_u$) | Ejemplo ($\text{L80}$): $S_y: 80 \text{ – } 95 \text{ ksi}$ (552 – 655 MPa). $S_u: \text{Min } 100 \text{ ksi}$ (689 MPa). | Alto $S_y$ Proporciona la fuerza necesaria para resistir la tensión de la instalación y contribuye directamente a la clasificación de resistencia al colapso final de la tubería.. |
| Solicitud | Control de arena en el fondo del pozo / Terminación de pozo | Uso primario en yacimientos no consolidados. (petróleo/gas/agua), a menudo en pozos largos horizontales o desviados, como pantalla independiente o parte de un paquete de grava. | Funciona como un robusto, Elemento filtrante de una sola pieza capaz de desplegarse bajo estrés donde las pantallas envueltas en alambre fallarían.. |
| Características | Precisión e integridad estructural | Características principales: Geometría de ranura trapezoidal; Corte por láser de alta precisión; Construcción de una sola pieza; Resistencia superior en carrera/torsión; Patrón/densidad de ranura personalizable. | Ofrece alta eficiencia de filtración y caudal al mismo tiempo que proporciona una integridad estructural superior a muchos sistemas de pantalla compuestos o multicapa.. |
| Tolerancia de los programas de espesor | Estándar API 5CT / Especificado por el cliente | Estándar $\text{SMLS}$: $-12.5\%$. Alta especificación: A menudo apretado para $-6.25\%$ (Requisito del cliente). | Se requiere una tolerancia negativa más estricta para garantizar una resistencia suficiente del puente. (espesor de pared restante) después de la eliminación del material, asegurar que la tubería cumpla con su presión de colapso nominal. |

La rejilla para pozos de agua es un componente importante de un pozo que permite que el agua fluya hacia el pozo y evita que entren sedimentos y otros desechos.. La pantalla generalmente está ubicada en el fondo del pozo., cerca del acuífero. Esto se hace para garantizar que solo se recoja agua limpia y que se filtre cualquier sedimento o suciedad.. La pantalla generalmente está hecha de una tubería perforada u otro tipo de material que tiene pequeñas aberturas para permitir el paso del agua mientras bloquea la entrada de sedimentos.. La pantalla de pozo Abter está fabricada con una ranura continua en forma de V para reducir la velocidad de entrada del agua y las tasas de incrustación.. Además, La rejilla de pozo Filson tiene una gran superficie sin obstrucciones, Proporciona así un rendimiento de filtración superior.. La selección del tamaño de la ranura de la pantalla es un paso crítico, típicamente basado en el análisis del tamaño de partículas de la muestra de formación. Con el rango de tamaño de ranura estándar de 0,005” a 0,5”, La pantalla de pozo Filson puede controlar perfectamente las partículas de arena y el limo del pozo. Ventajas de las pantallas para pozos de agua 1. El plano de sección en forma de V de las pantallas para pozos de agua crea la ranura continua, Lo que puede evitar el bloqueo y garantizar el agua sin obstáculos.. Leer más

PARÁMETRO Especificación de filtro de pozo basado en tubería geotérmica: Diámetro nominal diámetro exterior de la tubería(milímetros) Peso lb/pieW.T[milímetros] Tamaño del orificio en orificios por pie Área total de orificios en 2/pie OD de la pantalla (en) 2-3/8 60 4.6[4.83] 3/8 96 10.60 2.86 2-7/8 73 6.4[5.51] 3/8 108 11.93 3.38 3-1/2 88.9 9.2[6.45] 1/2 108 21.21 4.06 4 101.6 9.5[5.74] 1/2 120 23.56 4.55 4-1/2 114.3 11.6[6.35] 1/2 144 28.27 5.08 5 127 13[6.43] 1/2 156 30.63 5.62 5-1/2 139.7 15.5[6.99] 1/2 168 32.99 6.08 6-5/8 168.3 24[8.94] 1/2 180 35.34 7.12 7 177.8 23[8.05] 5/8 136 42.16 7.58 7-5/8 194 26.4[8.33] 5/8 148 45.88 8.20 8-5/8 219 32[8.94] 5/8 168 51.08 9.24 9-5/8 244.5 36[8.94] 5/8 188 58.28 10.18 10-3/4 273 45.5[10.16] 5/8 209 64.79 11.36 13-3/8 339.7 54.5[9.65] 5/8 260 80.60 14.04 ¿Qué es la pantalla de pozo geotérmico? Las pantallas de pozo geotérmico son un componente esencial de un sistema de pozo geotérmico. Se utilizan para filtrar y proteger el pozo geotérmico de escombros y otros contaminantes que pueden ser perjudiciales para el sistema.. Las cribas de control de arena están diseñadas para ser duraderas y confiables., proporcionando protección a largo plazo para el pozo. La pantalla de pozo geotérmico es un tubo cilíndrico hecho de metal perforado o material plástico.. Las perforaciones están diseñadas para permitir Leer más
El tamiz de arena preempaquetado contiene un tubo base perforado, chaquetas de pantalla interior y exterior y arena graduada entre las chaquetas. Es una modificación de la criba envuelta en alambre que se utiliza en arena bien clasificada o en terminaciones independientes.. Arena graduada, con o sin revestimiento de resina, Se considera un filtro para las partículas del yacimiento.. El tamiz de arena preempaquetado envuelto con alambre se utiliza en pozos donde el empaquetamiento de grava convencional no es factible o económico. El espesor de la capa de grava se puede variar para cumplir con requisitos especiales.. ¿Cuál es la función del paquete de grava?? El empaque de grava es una de las técnicas populares de control de arena utilizadas en el petróleo., pozos de agua y gas. Estabiliza el pozo y filtra la arena del flujo., sólo permitiendo la entrada de partículas muy finas. Criba de arena preenvasada La criba de arena envuelta con alambre le permite maximizar la producción y controlar la arena.. Diámetro: 168mmMaterial: acero inoxidable,acero carbono,etc. Ranura: 0.2mm Conexión final: hilo,acoplamiento,etc espesor: 10mm Criba de arena preempaquetada ESPECIFICACIONES DEL PRODUCTO Tubo base Paquete de grava Perforaciones Criba OD (en.) IDENTIFICACIÓN (en.) Peso (libras) Acoplamiento OD (en.) Espesor (en.) Tamaño (en.) Agujeros/pies. DE (en.) Área del cilindro (cuadrado. pulgadas/pies) 006 Área de entrada GA (cuadrado. pulgadas/pies) 1.9 1.61 2.75 Leer más

1. Calificación: SUS 304 SUS304L, SUS316, SUS316L, o acero al carbono 2. Tamaño de ranura: 0.02mm ~ 15 mm 3. Estándar: DIN AISI ASTM 4. Certificación: ISO 9001, API 5CT 5. Los filtros de pozo basados en tuberías consisten en una tubería base,Pantalla de alambre de cuña totalmente soldada y varilla de soporte. La tubería base es una tubería de revestimiento API perforada o ranurada,la tubería base puede ser de acero inoxidable o carcasa de acero al carbono API 5CT. Las pantallas de alambre de cuña totalmente soldadas se sueldan junto con la tubería base mediante una varilla de soporte. 6.Características de las pantallas de pozos basadas en tuberías: 1)Mayor precisión de filtrado: Las pantallas de alambre de cuña totalmente soldadas como cubierta de pantalla con diseño de apertura en V hacen que la precisión del filtrado sea mayor,que puede controlar mejor la arena. 2)Excelente resistencia y resistencia a la deformación: El tubo base en el interior,El exterior se puede proteger con la chaqueta de protección añadida según los requisitos,La resistencia integrada de la tubería base perforada solo disminuye un 2 ~ 3% en comparación con la tubería de revestimiento / aceite estándar,Por lo tanto, las pantallas de pozos basadas en tuberías tienen suficiente resistencia integrada para resistir la presión causada por los estratos. Incluso si alguna parte de las pantallas del pozo se deforma,La ranura de esta parte no se ensanchará,lo que hace que la confiabilidad del control de arena sea mayor 3)Más opciones: El material de la cubierta de la pantalla puede ser acero inoxidable o acero al carbono,El material se puede elegir según los requisitos del cliente.. 4)La ranura más pequeña Leer más

1. Introducción de la tubería de revestimiento ranurada La tubería de revestimiento es una tubería de gran diámetro que sirve como retenedor estructural para las paredes de pozos de petróleo y gas., o pozo. Se inserta en un pozo y se cementa en su lugar para proteger tanto las formaciones del subsuelo como el pozo contra el colapso y para permitir que el fluido de perforación circule y se lleve a cabo la extracción.. La tubería de revestimiento ranurada es un tipo de tubería de revestimiento que tiene ranuras mecanizadas en su superficie.. Estas ranuras se utilizan para ayudar a controlar el flujo de agua., aceite, y gas en un pozo. El tubo de revestimiento ranurado está diseñado para permitir que el agua, aceite, y el gas fluyan a través de las ranuras evitando al mismo tiempo que la arena y otros desechos entren en el pozo. La tubería de revestimiento ranurada se usa comúnmente en pozos de petróleo y gas., pozos de agua, y pozos geotérmicos. 2. Tipos de tubería de revestimiento ranurada Hay dos tipos principales de tubería de revestimiento ranurada: ranura abierta y ranura perforada. La tubería de revestimiento con ranura abierta tiene ranuras que se cortan en la superficie de la tubería en línea recta.. Estas ranuras suelen estar espaciadas uniformemente y suelen tener aproximadamente 1/4 pulgada de ancho y 1/4 pulgada de profundidad. Ranura perforada Leer más

Aplicaciones de la tubería perforada: La pantalla para pozos perforados es un tipo de filtro utilizado en pozos de petróleo y gas.. Está diseñado para controlar el flujo de petróleo y gas del pozo., evitando al mismo tiempo que entre arena y otros desechos al pozo. La perforación en el contexto de los pozos de petróleo se refiere a un agujero perforado en la carcasa o revestimiento de un pozo de petróleo para conectarlo al yacimiento.. Crear un canal entre la zona productiva y el pozo para hacer que el petróleo y el gas fluyan fácilmente hacia el pozo.. En terminaciones de pozos entubados, El pozo se perforará más allá de la sección de la formación deseada para la producción y tendrá un revestimiento o un revestimiento para separar la formación del pozo.. La etapa final de la construcción consistirá en el rodaje con cañones de perforación., una cadena de cargas con forma, hasta la profundidad deseada y dispararlos para perforar la carcasa o el revestimiento. Una pistola perforadora típica puede transportar decenas de cargas explosivas.. Comúnmente, Las pistolas de perforación funcionan con línea E, ya que es tradicional utilizar señales eléctricas desde la superficie para disparar las pistolas.. En pozos más desviados, Se pueden utilizar tubos flexibles.. Nuevas tecnologías Leer más
