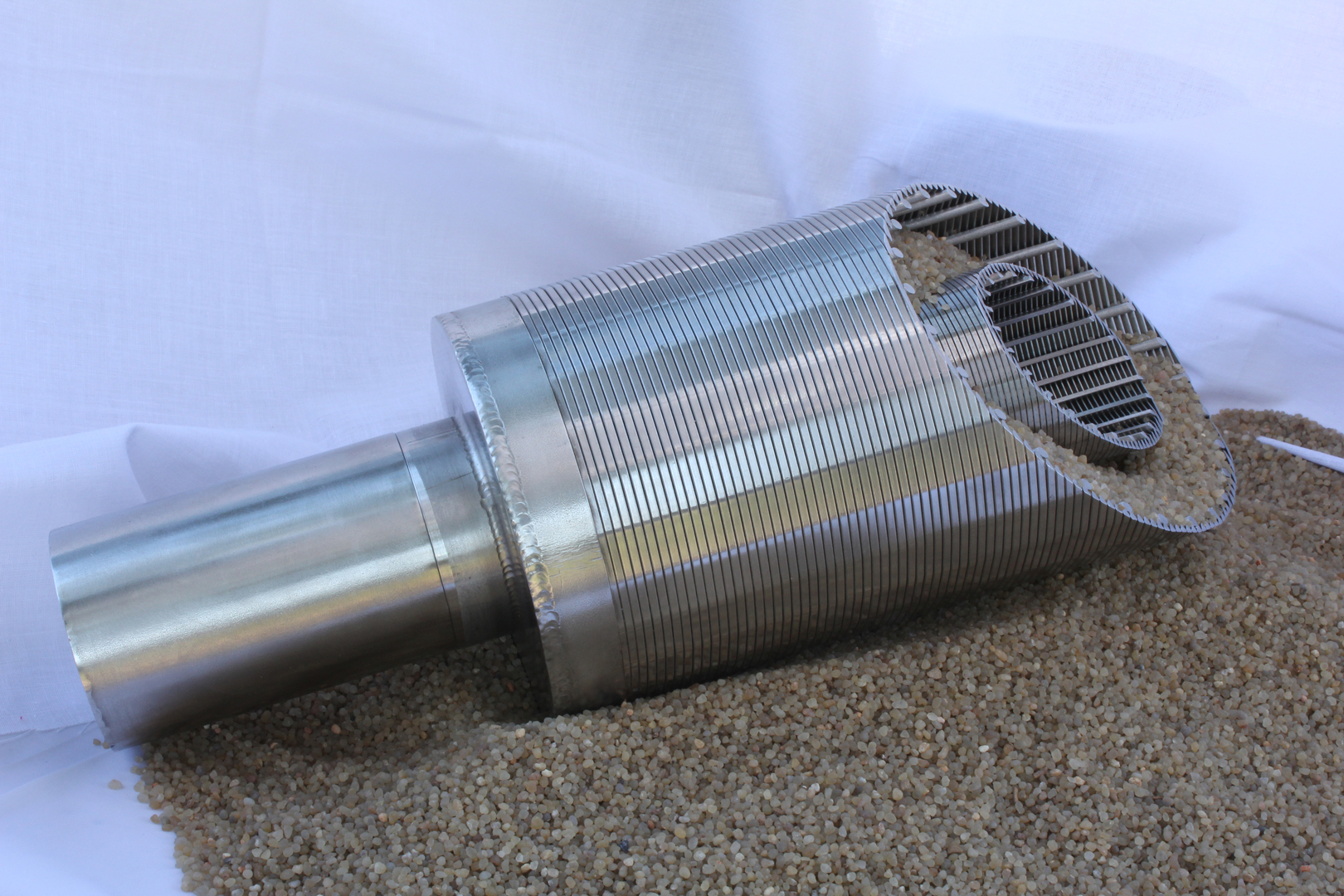
Analiza rury szczelinowej laserowo – produktu obejmującego technologię Seamless (SMLS) i spawane elektrycznie (AKR) konfiguracje, przeznaczony do stosowania w poprzek rury wiertniczej, Obudowa, i aplikacje Well Screen — wymagają przemyślanego działania, ekspansywne i głębokie zgłębienie nauki o materiałach, fizyka produkcji, i inżynierii naftowej. To nie jest tylko rura; jest to skrupulatnie zaprojektowany element konstrukcyjny i filtracyjny, którego wydajność decyduje o trwałości i rentowności podziemnego zasobu, wymagający poziomu rygoru technicznego, który wykracza poza zwykłą standaryzację.
Geneza tego produktu leży w zasadniczym wyzwaniu, jakim jest gospodarka złożowa: kontrola piasku. Wiele produktywnych formacji, szczególnie nieskonsolidowane piaskowce, brak im wytrzymałości cementowania, aby wytrzymać spadki ciśnienia nieodłącznie związane z ekstrakcją płynów, co prowadzi do migracji drobnych cząstek stałych, które szybko powodują erozję narzędzi wiertniczych, zatyka linie przepływu, i wymaga kosztownych przeróbek. Laser Szczelinowy ekran Pipe rozwiązuje ten problem, przekształcając rurę strukturalną, zdefiniowany przez $text{API 5CT}$ Lub $text{API 5DP}$ specyfikacje, w pasywny filtr mechaniczny. Punktem wyjścia dla tej transformacji jest wybór rury bazowej, wybór, który natychmiast dzieli się na dwie rozbieżne metodologie produkcji: strukturalnie jednorodny Seamless (SMLS) rura i precyzyjne wymiarowo spawanie elektryczne (AKR) rura. rura SMLS, kute z litego kęsa w procesach takich jak młyn Mannesmann, z natury charakteryzuje się doskonałą izotropią i integralnością ścian, co czyni go niepodlegającym negocjacjom wyborem do zastosowań wymagających najwyższej odporności na załamanie (krytyczne dla studni głębinowych) oraz maksymalną odporność na korozję lub pękanie naprężeniowe, szczególnie w przypadku gatunków o wysokiej wytrzymałości, takich jak $\text{P110}$ lub wyspecjalizowane gatunki do serwisów kwaśnych, takie jak $\text{T95}$ są obowiązkowe, gdzie potencjalne uszkodzenie szwu spawalniczego, nawet taki, który jest w pełni znormalizowany, przedstawia niedopuszczalny profil ryzyka. Ta nieodłączna integralność materiału sprawia, że SMLS jest domyślnym wyborem premium, jego mikrostruktura została dokładnie udoskonalona poprzez szeroko zakrojoną obróbkę na gorąco, co często przekłada się na wyższą wytrzymałość i bardziej przewidywalną reakcję na późniejsze, miejscowe oddziaływanie termiczne cięcia laserowego.
Odwrotnie, użycie rura ERW jako fundament opiera się na wyjątkowej jednolitości wymiarowej, zwłaszcza jego niemal idealną konsystencję grubości ścianki i niższy koszt produkcji, pozwalając na bardziej ekonomiczny produkt, gdy pozwala na to profil ciśnienia i ryzyka korozyjnego zastosowania. Jakość nowoczesności $\text{ERW}$ rura przeznaczona do studni jest określona przez integralność wzdłużnego szwu spawalniczego, które muszą przejść rygorystyczne badania nieniszczące ($\text{NDT}$), łącznie z kontrolą ultradźwiękową ($\text{UT}$) całej linii spawania, i często normalizującą lub odpuszczającą obróbkę cieplną całego ciała w celu ujednolicenia mikrostruktury spoiny i otaczającej ją strefy wpływu ciepła ($\text{HAZ}$), zapewniając, że spełnia on odporność mechaniczną i korozyjną metalu macierzystego, dzięki czemu nadaje się do zastosowań o niższej wytrzymałości $\text{API}$ oceny jak $\text{J55}$ Lub $\text{K55}$ sznurki osłonowe. Decyzja techniczna pomiędzy $\text{SMLS}$ I $\text{ERW}$ musi zatem mieć charakter wyczerpujący, analiza oparta na ryzyku, porównanie wewnętrznej pewności strukturalnej procesu bez szwu z korzyściami ekonomicznymi i wymiarowymi alternatywy spawanej, decyzja wzmocniona faktem, że w późniejszym procesie szczelinowania laserowego zostanie wprowadzony geometryczny element naprężający, który uwypukli wszelkie istniejące wcześniej nieciągłości materiału lub słabości mikrostrukturalne.
Podstawową technologią definiującą ten produkt jest proces wycinania laserowego, metoda wykorzystująca skupienie, zazwyczaj wysokoenergetyczne wiązki światła $\text{CO}_2$ lub lasery światłowodowe – pod precyzyjną komputerową kontrolą numeryczną ($\text{CNC}$) do ablacji i topienia stali wzdłuż określonej ścieżki geometrycznej. Proces ten zapewnia ogromną przewagę techniczną nad starszymi technikami mechanicznego wycinania rowków (jak frezowanie lub wykrawanie) przede wszystkim w dwóch kluczowych obszarach: precyzja i geometria szczeliny. Wymagana szerokość szczeliny (Miernik), który jest mechanizmem bezpośredniej kontroli cząstek, jest ustalana przez $\text{D}_{50}$ Lub $\text{D}_{10}$ rozkład wielkości cząstek piasku zbiornikowego, wymagający poziomu dokładności, często mierzonej w dziesiątkach mikronów ($\pm 0.05 \text{ mm}$ lub lepiej). Kluczowa jest zdolność lasera do utrzymania tolerancji na poziomie mikronów w tysiącach szczelin na całej długości rury, ponieważ zbyt mała szczelina ogranicza przepływ, podczas gdy zbyt duży otwór całkowicie zawodzi funkcję kontroli piasku.
Poza prostą dokładnością wymiarową, laser umożliwia utworzenie niezbędnej geometrii szczeliny Keystone, gdy szerokość szczeliny na powierzchni zewnętrznej jest celowo węższa niż szerokość na powierzchni wewnętrznej, tworząc subtelne zwężenie na całej grubości ściany. Ta krytyczna funkcja ma na celu zapobieganie osadzaniu się w szczelinie cząstek piasku, które skutecznie przemieszczają się przez wąskie wejście – jest to stan znany jako mostkowanie lub zatykanie – co mogłoby prowadzić do szybkiego zmniejszenia współczynnika otwartej powierzchni ekranu i katastrofalnego spadku ciśnienia na filtrze. Fizyka cięcia laserowego pozwala na precyzyjne zwężanie, co jest niezwykle trudne do osiągnięcia za pomocą konwencjonalnych narzędzi mechanicznych, potwierdzające techniczną wyższość rury wycinanej laserowo jako zaprojektowanego mechanizmu filtrującego. Jednakże, proces ten wprowadza lokalne wyzwanie termiczne: powstanie płytkie $\text{HAZ}$ wokół krawędzi szczeliny. W stalach o wysokiej wytrzymałości, szczególnie te o wyższym **równoważniku węgla ($\text{CE}$) **, ten szybki cykl termiczny może lokalnie powodować powstawanie kruchości, nieodpuszczony martenzyt lub inne twarde fazy, pełniąc rolę geometrycznego i mikrostrukturalnego czynnika koncentracji naprężeń ($\text{SCF}$) które mogłyby obniżyć odporność rury na rozciąganie lub załamanie. Dlatego, parametry lasera – moc, tętno, i prędkość podawania — muszą być rygorystycznie kwalifikowane dla każdego specyfiku $\text{API}$ gatunek, aby zapewnić mikrotwardość w $\text{HAZ}$ nie przekracza bezpiecznych progów, kontrola jakości, która często wymaga specjalistycznego mapowania mikrotwardości w przekroju szczeliny.
Wybór materiału bazowego jest nierozerwalnie powiązany ze środowiskiem operacyjnym, dyktując konieczność stosowania materiałów zgodnych z NACE MR0175/ISO 15156 do odwiertów korozyjnych zawierających siarkowodór ($\text{H}_2\text{S}$). Konieczność ta nakazuje stosowanie materiałów o kontrolowanej granicy plastyczności, takich jak L80 (Typ 1 lub 9Kr) lub T95, gdzie skład chemiczny — w szczególności minimalizacja zawartości siarki ($\text{S}$) i fosfor ($\text{P}$) zawartość – i ścisła kontrola końcowej twardości (zazwyczaj ograniczone do $23 \text{ HRC}$ Do $\text{L80}$) są niezbywalnymi wymaganiami zapobiegającymi pękaniu naprężeniowemu siarczkowemu (Ssc). Wyzwaniem dla procesu szczelinowania laserowego jest udowodnienie, że miejscowe nagrzewanie, a następnie samohartowanie nie powoduje miejscowego wzrostu twardości w $\text{HAZ}$ powyżej $\text{NACE}$ limit, tworząc w ten sposób lokalne obszary podatne na kruche pękanie pod wpływem naprężeń. Kompleksowy dostawca musi przedstawić certyfikat potwierdzający, że proces szczelinowania został rygorystycznie zweryfikowany $\text{SSC}$ testy (np., czteropunktowe próby zginania w $\text{H}_2\text{S}$ rozwiązanie) na rzeczywistych próbkach szczelinowych, potwierdzenie, że integralność gatunku kwaśnego została zachowana po wyprodukowaniu, krytyczny krok techniczny, który odróżnia produkt wysokiej jakości od produktu stwarzającego ryzyko katastrofalnej awarii w odwiercie.
Funkcja strukturalna rury, zwłaszcza gdy jest używany jako obudowa lub rura wiertnicza, nakłada ogromne wymagania dotyczące wytrzymałości na rozciąganie i odporności na zapadanie się, które są bezpośrednio definiowane przez wybranych $\text{API}$ granica plastyczności gatunku ($S_y$) i wytrzymałość na rozciąganie ($S_u$). Rura musi posiadać wystarczającą wytrzymałość na rozciąganie, aby utrzymać swój własny ciężar, ten z ciągu zakończenia, oraz opór tarcia podczas biegu. Jednocześnie, musi wytrzymać ogromne zewnętrzne ciśnienie hydrostatyczne i ciśnienie formacyjne, co wymaga dużej odporności na zapadanie się ($\text{P}_c$). Wprowadzenie szczelin laserowych, poprzez usunięcie materiału, w sposób naturalny zmniejsza zarówno pole przekroju poprzecznego rozciągania, jak i sztywność rury, wymagające zastosowania naukowo ustalonego współczynnika obniżenia wartości nominalnej rury $\text{P}_c$. Projekt wzoru szczeliny, w szczególności szerokość i orientacja pozostałych mostków materiałowych, które wytrzymują naprężenia obręczy, staje się kluczowym ćwiczeniem inżynierii konstrukcyjnej. Mosty muszą być wystarczające do utrzymania wymaganej nośności, często wymaga strategicznego rozmieszczenia szczelin, w którym priorytetem jest zachowanie wytrzymałości obwodowej, aby zapewnić, że rura spełnia zaprojektowaną odporność na załamanie w konfiguracji szczelinowej. Cała analiza strukturalna koncentruje się na finale, zmniejszony moment bezwładności i pole przekroju poprzecznego, dokonanie doboru grubości ścianki rury bazowej, oraz ścisłe przestrzeganie przez dostawcę ścisłego negatywu $\text{Tolerance of Thickness Schedules}$, najważniejsze dla przewidywalnej wydajności.
Wymagania dotyczące obróbki cieplnej są bezpośrednio powiązane z osiągnięciem określonych wymagań $\text{API}$ właściwości gatunku. Gatunki takie jak N80, L80, i P110 wymagają hartowania i odpuszczania ($\text{Q\&T}$) aby osiągnąć mundur, mikrostruktura hartowanego martenzytu lub bainitu o wysokiej wytrzymałości. Ten $\text{Q\&T}$ Proces ten przeprowadza się na całym korpusie rury przed wykonaniem szczeliny. The $\text{Q\&T}$ proces ten wyznacza wysoką granicę plastyczności i gwarantuje niezbędną ciągliwość (mierzone wymaganiami dotyczącymi wydłużenia), zapewnienie materiałowi zdolności do miejscowego uplastycznienia bez kruchego pękania w fazach instalacji i eksploatacji charakteryzujących się wysokimi naprężeniami. Jeżeli okaże się, że operacja wycinania laserowego powoduje niedopuszczalną twardość w $\text{HAZ}$ z $\text{NACE}$ stopień (tak jak $\text{L80}$), miejscowe odpuszczanie lub obróbka cieplna odprężająca może być wymagana tylko na przekroju szczelinowym, kosztowna i złożona procedura, która podkreśla ścisłą współzależność między metalurgią materiałów a techniką wytwarzania przesiewów. Szczegółowe $\text{Chemical Composition}$ wymagania rury podstawowej – w szczególności dokładne limity zawartości węgla ($\text{C}$), mangan ($\text{Mn}$), i mikroelementy stopowe (wanad, niob, tytan)—są tym, co umożliwia skuteczną reakcję na $\text{Q\&T}$ leczenie, zapewniając osiągnięcie wysokiej wytrzymałości bez uszczerbku dla wewnętrznej wytrzymałości rury.
Obowiązujące standardy dotyczące tego produktu są wieloaspektowe. Podstawowa struktura to $\text{API 5CT}$ do obudowy/rurki lub $\text{API 5DP}$ do rury wiertniczej, dyktując jakość produkcji, $\text{NDT}$ metody (np., $\text{EMI}$ I $\text{UT}$), oraz tolerancje wymiarowe korpusu rury i niezbędnych połączeń gwintowych (które muszą być zakończone z dala od obszaru szczelin). Jednakże, wydajność funkcjonalna jest powiązana z normami takimi jak ISO 17824 (Projektowanie i kwalifikacja piaskowego ekranu), który zawiera wytyczne dotyczące badania skuteczności filtracji i obliczania $\text{P}_c$ czynniki obniżające. Specyfikacja produktu końcowego jest zatem dokumentem hybrydowym, zawierające $\text{API}$ certyfikat materiałowy wraz z zastrzeżoną przez producenta specyfikacją szczeliny zawierającą szczegółowe informacje na temat tolerancji szerokości szczeliny ($\pm 0.025 \text{ mm}$ na produkty premium), liczba szczelin na stopę, Kąt Keystone'a, i wynikowe $\text{Open Area Ratio}$. Ten współczynnik otwartej powierzchni, choć wydaje się proste, jest bezpośrednim matematycznym powiązaniem z wydajnością hydrauliczną rury, wymagające bardzo precyzyjnych pomiarów i często weryfikacji za pomocą obliczeniowej dynamiki płynów (CFD) modelowanie umożliwiające przewidywanie spadku ciśnienia w warunkach turbulentnego przepływu w odwiercie. Złożoność polega na zapewnieniu tolerancji wymiarowych $\text{API}$ rury są wystarczająco szczelne, często określa się rury o znacznie bardziej rygorystycznej tolerancji grubości ścianki niż $\text{API}$ minimum ($\text{e.g., } -6.25\% \text{ vs. } -12.5\%$), aby zagwarantować finał $\text{bridge}$ grubość jest przewidywalna, kluczowy, niestandardowe wymagania kierowane w całości przez $\text{Application}$ wydajność.
Cechy rury sitowej ze szczeliną laserową ostatecznie zbiegają się w jej jednoczęściowej konstrukcji, co przekłada się bezpośrednio na doskonałą wytrzymałość i stabilność skrętną w porównaniu do ekranów kompozytowych lub owiniętych drutem, które są podatne na uszkodzenia podczas agresywnych procedur instalacyjnych przez długi czas, mocno odchylone, lub poziome odwierty. Jego nieodłączna wytrzymałość minimalizuje ryzyko uszkodzenia lub awarii ekranu z powodu dużego oporu tarcia i sił momentu obrotowego występujących podczas wdrażania. Rdzeń $\text{Application}$ tego produktu pozostaje kontrola piasku w odwiercie, ale jego wszechstronność pozwala na zastosowanie go w różnych stylach wykończenia: jako prosty, samodzielny ekran, lub jako rura wewnętrzna w uzupełnieniu obsypki żwirowej, gdzie jego podstawową funkcją jest zapobieganie migracji żwiru przy jednoczesnym utrzymaniu wysokiego natężenia przepływu. Cała konstrukcja techniczna opiera się na zaangażowaniu dostawcy w weryfikowalną kontrolę jakości, ensuring that the rigorous metallurgy of the $\text{API}$ Rura podstawowa pozostaje bezkompromisowa dla potężnych, precyzyjna mechanika termiczna operacji wycinania laserowego, gwarantując niezawodność, wysoka wydajność, aktywa o długiej żywotności.
Ustrukturyzowane dane specyfikacji technicznej: Rura SMLS/ERW z przesiewaczem laserowym szczelinowym
| Kategoria | Specyfikacja techniczna | Typowe wymagania & Standardy | Znaczenie techniczne dla zastosowań ekranowych |
| Gatunek materiału | API5CT / API5DP | Wspólne stopnie: J55, N80, L80, P110 (Obudowa/rura); $\text{E-75, S-135}$ (Podstawa rury wiertniczej). | Wybór gatunku decyduje o wytrzymałości konstrukcyjnej (napięcie/upadek) i odporność na korozję ($\text{L80}$ and higher for $\text{H}_2\text{S/CO}_2$ praca). |
| Typ produkcji | Bezszwowy (SMLS) / AKR | $\text{SMLS}$ jest preferowanym wyborem w przypadku zastosowań krytycznych, wysokie ciśnienie, usługa korozyjna (np., $\text{L80}$ I $\text{P110}$). $\text{ERW}$ is permissible for lower grades if fully $\text{NDT}$ zweryfikowane. | SMLS zapewnia integralność bez spawów; ERW offers dimensional precision and cost efficiency if the weld $\text{HAZ}$ jest odpowiednio leczony. |
| Standard rządzący | Podstawowy: Specyfikacja API 5CT lub 5DP. Wtórny: NACE MR0175 / ISO 15156 (za kwaśną obsługę). | Definiuje całą chemię materiałów, właściwości mechaniczne, $\text{NDT}$, i wymagania wymiarowe podstawowego elementu rury. | Zgodność zapewnia przydatność do określonego celu w obliczu określonych naprężeń i korozyjnych warunków środowiskowych. |
| Specyfikacja ekranu | Szerokość szczeliny (Miernik) / Współczynnik otwartej powierzchni | Szerokość szczeliny: $0.1 \text{ mm}$ Do $3.0 \text{ mm}$ (Dostosowane do wielkości ziaren zbiornika). Otwarty obszar: Typowo $2\% \text{ to } 6\%$. | Szerokość szczeliny określa bezwzględną granicę filtracji ($\text{sand control}$). Otwarta przestrzeń decyduje o wydajności hydraulicznej i wynikającym z niej spadku ciśnienia. |
| Skład chemiczny | Grupa API 5CT 1/2/3 Limity | Strict limits on $\text{S}$ ($\le 0.010\%$) I $\text{P}$. L80/T95 require specific alloying and low $\text{CE}$ (Ekwiwalent węgla). | Niski $\text{S/P}$ content minimizes internal inclusions and susceptibility to $\text{SSC}$. $\text{CE}$ must be low to control $\text{HAZ}$ hartowanie podczas cięcia laserowego. |
| Wymagana obróbka cieplna. | Ugaś i uspokój ($\text{Q\&T}$) / Znormalizowany | $\text{N80}$ i wyższe stopnie (w tym. $\text{L80/P110}$) require $\text{Q\&T}$. Post-slotting $\text{HAZ}$ verification is critical for $\text{NACE}$ zgodność. | $\text{Q\&T}$ is mandatory to achieve the high strength and controlled hardness necessary for collapse resistance and $\text{SSC}$ odporność. |
| Wymagania dotyczące rozciągania | Siła plonu ($S_y$) / Rozciąganie ($S_u$) | Przykład ($\text{L80}$): $S_y: 80 \text{ – } 95 \text{ ksi}$ (552 – 655 Mpa). $S_u: \text{Min } 100 \text{ ksi}$ (689 Mpa). | Wysoki $S_y$ provides the necessary strength to resist installation tension and contributes directly to the pipe’s final collapse resistance rating. |
| Aplikacja | Kontrola piasku w odwiercie / Cóż, zakończenie | Podstawowe zastosowanie w zbiornikach nieskonsolidowanych (olej/gaz/woda), często w długich poziomych lub odchylonych studniach, jako samodzielny ekran lub część pakietu żwirowego. | Pełni funkcję solidną, jednoczęściowy element filtrujący, który jest w stanie wytrzymać duże naprężenia tam, gdzie zawiodą ekrany owinięte drutem. |
| Cechy | Precyzja i integralność strukturalna | Kluczowe cechy: Geometria szczeliny Keystone; Cięcie laserowe o wysokiej precyzji; Konstrukcja jednoczęściowa; Doskonała wytrzymałość na skręcanie i bieganie; Konfigurowalny wzór/gęstość szczelin. | Oferuje wysoką skuteczność filtracji i natężenie przepływu, zapewniając jednocześnie integralność strukturalną lepszą niż wiele systemów sit kompozytowych lub wielowarstwowych. |
| Tolerancja zestawień grubości | Norma API 5CT / Określony przez klienta | Standard $\text{SMLS}$: $-12.5\%$. Wysoka specyfikacja: Często dokręcane $-6.25\%$ (Wymagania klienta). | Aby zapewnić wystarczającą wytrzymałość mostu, wymagana jest węższa tolerancja ujemna (pozostała grubość ścianki) po usunięciu materiału, upewniając się, że rura spełnia znamionowe ciśnienie załamania. |

Sito studni jest ważnym elementem studni, który umożliwia przepływ wody do studni, zapobiegając przedostawaniu się osadów i innych zanieczyszczeń. Ekran jest zwykle umieszczony na dnie studni, w pobliżu warstwy wodonośnej. Ma to na celu zapewnienie, że zbierana jest wyłącznie czysta woda i odfiltrowywane są wszelkie osady i zanieczyszczenia. Sito jest zwykle wykonane z perforowanej rury lub innego rodzaju materiału, który ma małe otwory umożliwiające przepływ wody, blokując przedostawanie się osadów. Ekran odwiertu przedniego jest produkowany z ciągłą szczeliną w kształcie litery V, aby zmniejszyć prędkość napływu wody i szybkość inkrustacji. Oprócz, Sito studni Filsona ma dużą powierzchnię bez zatykania, zapewniają w ten sposób doskonałą wydajność filtracji. Cóż, wybór rozmiaru szczeliny ekranowej jest krytycznym krokiem, zazwyczaj opiera się na analizie wielkości cząstek próbki formacji. Ze standardowym zakresem rozmiarów szczelin od 0,005” do 0,5”, Ekran studni Filson może doskonale kontrolować cząsteczki piasku i mułu ze studni. Zalety ekranów studni wodnych 1. Płaszczyzna przekroju ekranów studni wodnych w kształcie litery V tworzy ciągłą szczelinę, Które mogą uniknąć zablokowania i zapewnić niezakłócony przepływ wody. Czytaj więcej

PARAMETR Specyfikacja ekranu studni geotermalnej: Średnica nominalna OD rury(mm) Waga funty/stopy W.T[mm] Rozmiar otworu w otworach na stopę Całkowita powierzchnia otworów cale 2/ft Ekran OD (W) 2-3/8 60 4.6[4.83] 3/8 96 10.60 2.86 2-7/8 73 6.4[5.51] 3/8 108 11.93 3.38 3-1/2 88.9 9.2[6.45] 1/2 108 21.21 4.06 4 101.6 9.5[5.74] 1/2 120 23.56 4.55 4-1/2 114.3 11.6[6.35] 1/2 144 28.27 5.08 5 127 13[6.43] 1/2 156 30.63 5.62 5-1/2 139.7 15.5[6.99] 1/2 168 32.99 6.08 6-5/8 168.3 24[8.94] 1/2 180 35.34 7.12 7 177.8 23[8.05] 5/8 136 42.16 7.58 7-5/8 194 26.4[8.33] 5/8 148 45.88 8.20 8-5/8 219 32[8.94] 5/8 168 51.08 9.24 9-5/8 244.5 36[8.94] 5/8 188 58.28 10.18 10-3/4 273 45.5[10.16] 5/8 209 64.79 11.36 13-3/8 339.7 54.5[9.65] 5/8 260 80.60 14.04 Co to jest ekran studni geotermalnej? Ekrany studni geotermalnej są istotnym elementem systemu studni geotermalnych. Służą do filtrowania i ochrony studni geotermalnej przed gruzem i innymi zanieczyszczeniami, które mogą być szkodliwe dla systemu. Ekrany kontroli piasku zostały zaprojektowane tak, aby były trwałe i niezawodne, zapewniając długoterminową ochronę studni. Ekran studni geotermalnej to cylindryczna rura wykonana z perforowanego metalu lub tworzywa sztucznego. Perforacje zostały zaprojektowane tak, aby umożliwić Czytaj więcej
Wstępnie zapakowany ekran piaskowy zawiera perforowaną rurę bazową, wewnętrzne i zewnętrzne osłony ekranu oraz uziarniony piasek pomiędzy płaszczami. Jest to modyfikacja sita owiniętego drutem, które stosuje się w dobrze posortowanym piasku lub jako samodzielne uzupełnienie. Stopniowany piasek, z powłoką żywiczną lub bez, jest uważany za filtr cząstek zbiornikowych. Siatka piaskowa owinięta drutem, wstępnie zapakowana, stosowana jest w studniach, w których konwencjonalne zasypywanie żwiru nie jest wykonalne lub ekonomiczne. Grubość warstwy żwiru można zmieniać w celu spełnienia specjalnych wymagań. Jaka jest funkcja żwiru? Ubijanie żwirem jest jedną z popularnych technik kontroli piasku stosowanych w przypadku ropy, studnie wodne i gazowe. Stabilizuje odwiert i filtruje piasek z przepływu, wpuszczając jedynie bardzo drobne cząstki. Wstępnie zapakowany ekran piaskowy owinięty drutem pozwala na pełną zabawę w maksymalizowaniu produkcji, a także kontrolowaniu piasku. Średnica: 168mm Materiał: Stal nierdzewna,Stal węglowa,itp. Gniazdo: 0.2mm Połączenie końcowe: nitka,sprzęganie,itp. grubość: 10mm Wstępnie zapakowany ekran piaskowy SPECYFIKACJA PRODUKTU Rura podstawowa Pakiet żwiru Perforacje Sito OD (W.) ID (W.) Waga (funty) średnica zewnętrzna sprzęgła (W.) Grubość (W.) Rozmiar (W.) Otwory/stopy. Z (W.) Powierzchnia cylindra (kw. cale/stopy) 006 Obszar wlotu GA (kw. cale/stopy) 1.9 1.61 2.75 Czytaj więcej

1. Stopień: SUS 304 SUS304L, SUS316, SUS316L, lub stal węglowa 2. Rozmiar gniazda: 0.02mm ~ 15 mm 3. Standard: DIN AISI ASTM 4. Certyfikacja: ISO 9001, API 5CT 5. Ekrany studni rurowych składają się z rury podstawowej,całkowicie spawany ekran z drutu klinowego i pręt nośny. Rura bazowa jest perforowaną lub szczelinową rurą osłonową API,rura bazowa może być obudową ze stali nierdzewnej lub stali węglowej API 5CT. W pełni spawane ekrany z drutu klinowego są spawane razem z rurą podstawową za pomocą pręta nośnego. 6.Cechy ekranów studni opartych na rurach: 1)Wyższa dokładność filtrowania: W pełni spawane ekrany z drutu klinowego jako osłona ekranu z konstrukcją otwierającą vee sprawiają, że dokładność filtrowania jest wyższa,który może lepiej kontrolować piasek. 2)Doskonała wytrzymałość i odporność na odkształcenia: Rura bazowa wewnątrz,Na zewnątrz można zabezpieczyć się za pomocą kurtki ochronnej dodanej zgodnie z wymaganiami,Zintegrowana wytrzymałość perforowanej rury bazowej zmniejsza się tylko o 2 ~ 3% w porównaniu ze standardową osłoną / przewodem olejowym,Tak więc ekrany studni oparte na rurach mają wystarczającą zintegrowaną wytrzymałość, aby wytrzymać ciśnienie powodowane przez warstwy. Nawet jeśli jakaś część ekranów studni zdeformuje się,Szczelina tej części nie zostanie poszerzona,co sprawia, że większa kontrola piaskuniezawodność 3)Więcej możliwości wyboru: Materiałem osłony ekranu może być stal nierdzewna lub stal węglowa,materiał można wybrać zgodnie z wymaganiami klienta. 4)Mniejsze gniazdo Czytaj więcej

1. Wprowadzenie szczelinowej rury osłonowej Rura osłonowa to rura o dużej średnicy, która służy jako konstrukcyjny element ustalający ścian szybów naftowych i gazowych, lub studnia. Jest wkładany do odwiertu i cementowany na miejscu, aby chronić zarówno formacje podpowierzchniowe, jak i odwiert przed zapadnięciem się oraz umożliwić cyrkulację płuczki wiertniczej i wydobycie. Szczelinowa rura osłonowa to rodzaj rury osłonowej, która ma wycięte w powierzchni szczeliny. Szczeliny te służą do kontrolowania przepływu wody, olej, i gaz w odwiercie. Szczelinowa rura osłonowa jest zaprojektowana tak, aby przepuszczać wodę, olej, i gazu przez szczeliny, zapobiegając przedostawaniu się piasku i innych zanieczyszczeń do odwiertu. Szczelinowa rura osłonowa jest powszechnie stosowana w odwiertach ropy i gazu, studnie, i studnie geotermalne. 2. Rodzaje szczelinowych rur osłonowych Istnieją dwa główne typy szczelinowych rur osłonowych: Otwarta szczelina i perforowana szczelina. Rura osłonowa z otwartą szczeliną ma szczeliny wycięte w powierzchni rury w linii prostej. Szczeliny te są zwykle rozmieszczone w równych odstępach i zazwyczaj wynoszą ok 1/4 cala szerokości i 1/4 cala głębokości. Perforowana szczelina Czytaj więcej

Zastosowania rur perforowanych: Perforowane sito odwiertowe to rodzaj filtra stosowanego w odwiertach naftowych i gazowych. Przeznaczony jest do kontrolowania wypływu ropy i gazu ze odwiertu, jednocześnie zapobiegając przedostawaniu się piasku i innych zanieczyszczeń do studni. perforacja w kontekście szybów naftowych odnosi się do otworu wybitego w obudowie lub wykładzinie szybu naftowego w celu połączenia go ze zbiornikiem. Utworzenie kanału pomiędzy strefą płatną a odwiertem, aby umożliwić łatwy przepływ ropy i gazu do odwiertu. W przypadku uzupełnień otworów, odwiert zostanie wykonany w dół poza sekcją formacji potrzebną do wydobycia i będzie wyposażony w rurę rurową lub wykładzinę oddzielającą formację od odwiertu. Ostatnim etapem realizacji będzie uruchomienie dział perforujących, ciąg ładunków kształtowych, na żądaną głębokość i wypalając je w celu przebicia osłonki lub wykładziny. Typowy pistolet perforujący może przenosić kilkadziesiąt ładunków wybuchowych. Powszechnie, pistolety perforacyjne działają na linii E, ponieważ tradycyjnie do wystrzeliwania pistoletów wykorzystuje się sygnały elektryczne z powierzchni. W studniach o większym odchyleniu, Można zastosować rurkę zwiniętą. Nowsze technologie Czytaj więcej
