Dobragem de tubos de indução
O que é flexão por indução?
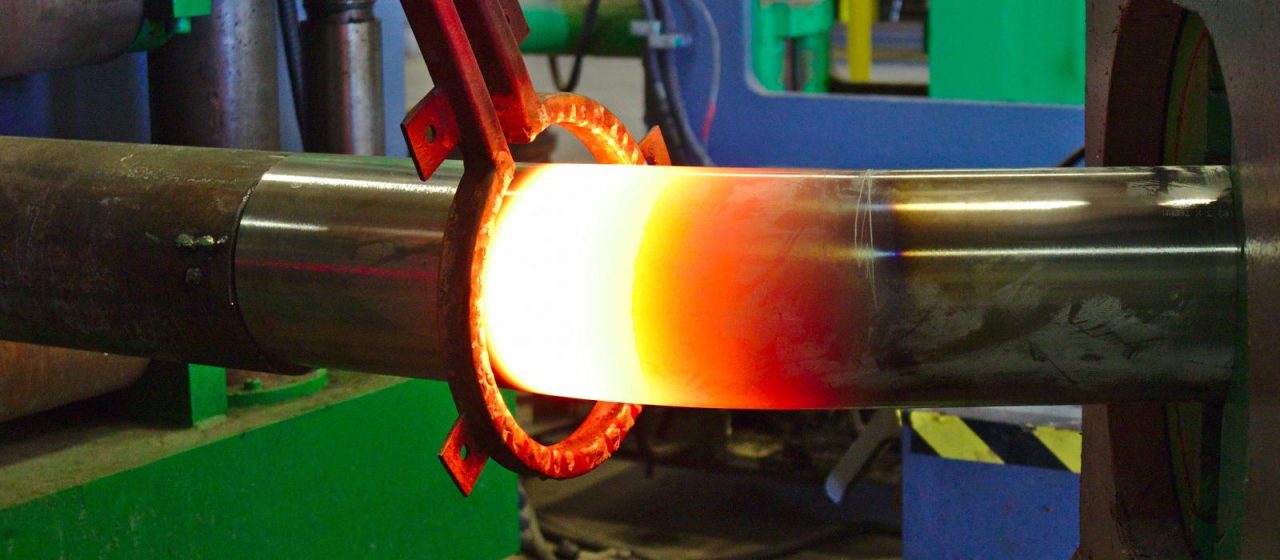
A dobra por indução é um método preciso e eficiente de dobrar tubos usando aquecimento localizado. Esta técnica emprega uma bobina elétrica para gerar um campo eletromagnético que aquece uma seção específica do cano ou tubo.. Quando o material atingir a temperatura apropriada, é desenhado através de um mecanismo de dobra para atingir o ângulo e raio desejados. A seção aquecida é então rapidamente resfriada, normalmente usando água ou têmpera a ar, para definir a curva no lugar.
Que material pode ser usado?
A dobra por indução pode ser aplicada a uma ampla gama de materiais, Incluindo:
- Aço carbono: Comumente usado na construção, oleodutos, e fabricação.
- Aço inoxidável: Preferido em indústrias que exigem resistência à corrosão, como processamento de alimentos e produtos farmacêuticos.
- Liga de aço: Usado para aplicações de alta resistência, incluindo os setores aeroespacial e automotivo.
- Alumínio: Escolhido por suas propriedades de leveza e usado em aplicações estruturais e de transporte.
- Cobre e ligas de cobre: Utilizado em encanamento, elétrico, e sistemas HVAC.
- Titânio: Empregado na indústria aeroespacial, dispositivos médicos, e aplicações de engenharia de alto desempenho.
A versatilidade na compatibilidade de materiais torna a dobra por indução adequada para diversas necessidades industriais.
Por que usar dobra por indução?
A dobra por indução oferece diversas vantagens em relação aos métodos tradicionais de dobra:
- Precisão e exatidão: O aquecimento localizado garante deformação mínima e alta precisão na obtenção do ângulo e raio de curvatura desejados.
- Eficiência: O processo é rápido, reduzindo os tempos de produção e aumentando o rendimento.
- Qualidade: A flexão por indução produz suavidade, curvas sem rugas com afinamento ou achatamento mínimo das paredes do tubo.
- Versatilidade: Adequado para uma ampla variedade de materiais e tamanhos de tubos.
- Custo-beneficio: Reduz a necessidade de soldagem e fabricação de múltiplos segmentos, reduzindo custos de mão de obra e materiais.
- Tensões residuais reduzidas: O processo controlado de aquecimento e resfriamento minimiza tensões residuais, melhorando a integridade estrutural dos tubos dobrados.
- Benefícios ambientais: O processo é energeticamente eficiente e pode ser realizado com o mínimo de desperdício e emissões.
Alguns dos principais benefícios da dobra por indução incluem:
- Alta precisão: A dobra por indução permite tolerâncias restritas e precisão repetível, essencial para aplicações críticas.
- Curvas Suaves: A técnica produz suave, curvas esteticamente agradáveis sem ondulações ou dobras.
- Integridade Material: Mantém as propriedades mecânicas e a estrutura metalúrgica do material.
- Flexibilidade no Design: Permite geometrias de dobra complexas que são difíceis de alcançar com outros métodos.
- Soldagem Reduzida: Diminui a necessidade de juntas soldadas, que podem ser pontos fracos em um pipeline.
- Poupança de custos: Menores custos de mão de obra e materiais devido a menos requisitos de soldagem e fabricação.
- Eficiência de tempo: Tempos de produção mais rápidos em comparação com métodos de dobra tradicionais.
- Segurança: O processo é mais seguro para os operadores devido ao ambiente de aquecimento controlado.
Algumas das indústrias mais comuns onde a dobra por indução é necessária são:
- Óleo e gás: Usado extensivamente na construção de dutos e aplicações offshore para dobrar tubos em ângulos precisos.
- Geração de energia: Crítico na produção de oleodutos e conduítes para energia nuclear, térmico, e usinas hidrelétricas.
- Automotivo: Essencial para a fabricação de sistemas de exaustão, gaiolas de proteção, e componentes estruturais.
- Aeroespacial: Usado para criar sistemas complexos de tubos e componentes estruturais que exigem alta precisão e resistência.
- Construção: Aplicado na criação de elementos estruturais, corrimãos, e características arquitetônicas.
- Construção naval: Utilizado na formação de tubos e conduítes para aplicações marítimas, incluindo sistemas de lastro e escapamentos de motor.
- AVAC: A dobra por indução é usada para fabricar dutos e sistemas de tubulação para aquecimento, ventilação, e ar condicionado.
- Alimentos e Bebidas: Empregado na criação de sistemas de tubulação sanitária que exigem, curvas limpas.
- Produtos farmacêuticos: Usado na produção de sistemas de tubulação que exigem altos padrões de limpeza.
- Processamento Químico: Aplicado na criação de dutos e equipamentos de processamento que devem resistir a ambientes corrosivos.
Visão geral detalhada da flexão por indução
1. Descrição do processo
A flexão por indução envolve várias etapas importantes:
- Aquecimento: O cano ou tubo está posicionado dentro de uma bobina de indução, que gera um campo eletromagnético. Este campo induz correntes parasitas dentro do material, fazendo com que aqueça rápida e uniformemente ao longo da seção alvo.
- Dobra: Quando o material atingir a temperatura desejada (normalmente entre 800°C a 1000°C para aços), é puxado através de um braço dobrável ou sistema de rolos que aplica a força necessária para alcançar a dobra.
- Resfriamento: A seção dobrada é imediatamente temperada com água ou ar, que esfria rapidamente o material e define a curvatura. Este resfriamento rápido






